-
12年环境试验仪器设备实力生产厂家
-
 咨询服务热线:400-822-8565
咨询服务热线:400-822-8565
400-822-8565
作者:正航仪器 发布时间:2023-11-25 09:11 浏览量:
比较图3.2中两条曲线会发现,注塑成型的LGF/PP复合材料的拉伸强度高于开炼—压制成型的LGF/PP复合材料的拉伸强度,这是由两种成型方法的不同引起的:首先,注塑成型时间短,而两辊混炼的时间较长,考虑到力的作用方向和作用时间的不同,注塑成型更利于纤维长径比的保持;其次,注塑成型的温度高,使用注塑成型时PP熔体的黏度较小,对玻璃纤维的长度破坏较小,也有利于纤维长径比的保持;使用开炼—压制成型前需要使用双辊筒混炼机对材料进行塑化、混炼,这个过程中基体树脂长时间与氧气接触,会在高温、高剪切和氧气的共同作用下发生一定程度的降解,也是导致开炼—压制成型试样机械性能较差的原因。
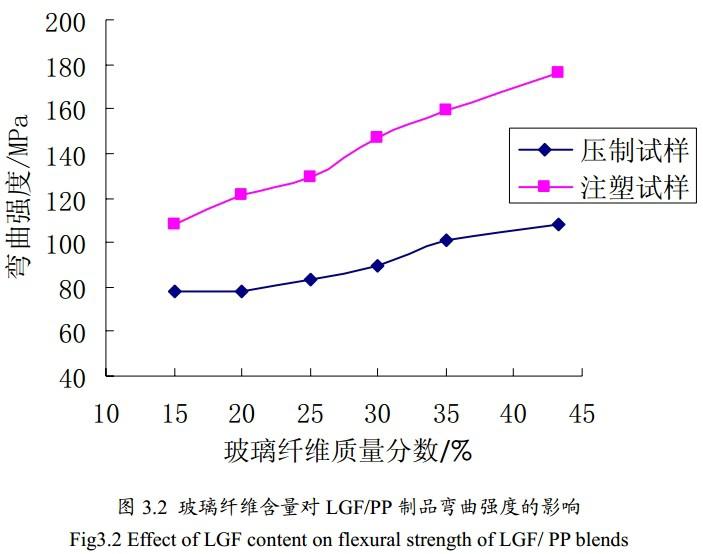
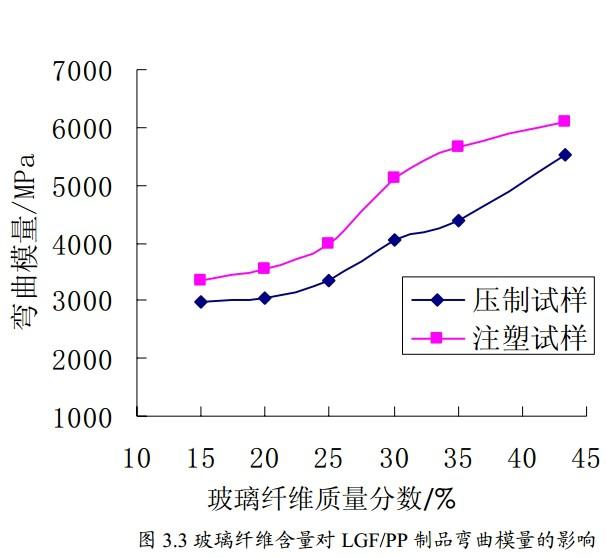
图3.2和3.3示出玻璃纤维含量对LGF/PP制品弯曲性能的影响。从图中可以看出,不论是开炼—压制成型还是注塑成型,LGF/PP的弯曲性能都随着玻纤含量的提高而提高。玻纤的质量分数从15%提高到43.3%,LGF/PP开炼—压制试样的弯曲强度从77.9MPa提高到107.8MPa,提高了38.4%,弯曲模量从2968MPa提高到5526MPa,提高了86.2%;LGF/PP注塑试样的弯曲强度从108.1MPa提高到175.8MPa,提高了62.6%,弯曲模量从3337MPa提高到6110MPa,提高了83.1%。这是因为,玻璃纤维具有较高的模量和刚性,LGF/PP复合材料受力弯曲时,PP基体产生塑性变形,玻璃纤维承受的应力远大于PP树脂,这时玻璃纤维周围的树脂就存在一个应力减小的区域,在这个区域中玻璃纤维彼此搭接,有效传递应力,使复合材料的弯曲性能提高。
观察图3.2和3.3发现,注塑试样的弯曲强度提高幅度大于开炼—压制试样,并且其本身弯曲性能也高于开炼—压制试样,也进一步说明注塑成型更有利于发挥长玻纤的增强作用。
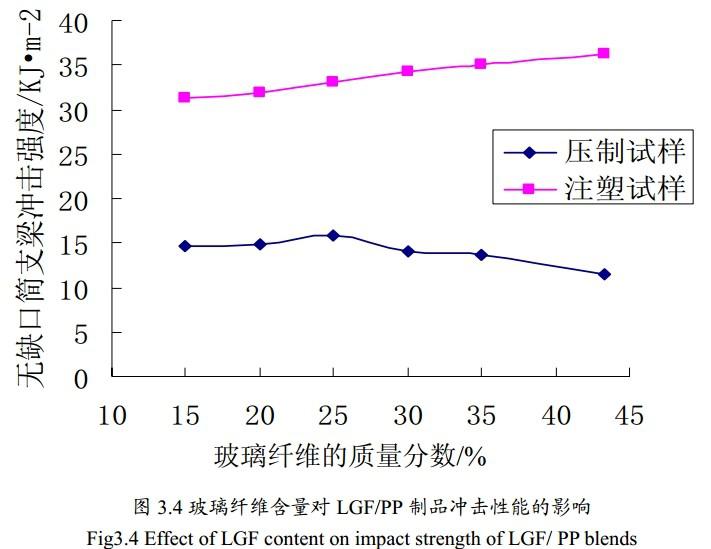
玻璃纤维含量对LGF/PP制品的冲击性能如图3.4所示。从图中可以看出,无论是注塑成型还是开炼—压制成型,LGF/PP制品的无缺口简支梁冲击强度变化都不大。注塑样品的无缺口简支梁冲击强度随玻纤含量的增加而增加,玻纤质量分数为43.3%时,提高到了36.2 KJ·m-2,比玻纤质量分数为15%时(31.3 KJ·m-2)提高了15.6%。玻璃纤维增强聚丙烯复合材料吸收冲击能量的方式主要有纤维断裂、拔出和聚丙烯基体树脂断裂,其中纤维断裂消耗的能量最高。复合材料受到冲击应力时,基体树脂在应力作用下产生裂纹,当裂纹扩展到晶须或玻璃纤维,会产生两种情况:一是裂纹发展方向与玻璃纤维的取向方向趋于平行,此时裂纹需要绕过或穿过晶须或纤维,导致裂纹偏转,增长了裂纹扩展路径,使复合材料吸收更多的冲击能量;另一种是裂纹发展方向与玻璃纤维的取向方向趋于垂直,此时冲击应力必须使玻璃纤维断裂、拔出,吸收更多的能量,才能破坏复合材料。随着玻璃纤维用量提高,冲击产生的裂纹需要绕过或穿过更多的玻纤,消耗较多的冲击能量,是复合材料的无缺口简支梁冲击强度升高。http://www.gdzhenghang.net